
 E-mail Alert
E-mail Alert RSS
RSS
-
摘要:
针对目前国内激光冲击强化设备工业化程度不高的问题,采用固定光路系统结构形式和模块化设计方法,研制了一款激光冲击强化设备。分析了激光冲击强化设备的设计方案、激光光路布置特点以及系统控制方法,并对激光冲击强化设备技术指标进行了测试。保持室温在(22±2) ℃以内,设备开机20 min后,输出最大脉冲能量可达25 J,能量波动范围不超过3%,脉宽在16 ns~20 ns之间连续可调,波动范围在-1 ns~1 ns以内,光束的发散角小于2.5 mrad,光束指向波动小于50 μrad,重复频率0.5 Hz~5 Hz可调,光路系统的传输效率约为92%,约束层厚度均匀、且流量连续可控。测试结果表明,激光冲击强化设备的各项性能良好。
 Abstract:
Abstract:In view of the issue that the present domestic industrialization of laser shock peening equipment is not high, a laser shock peening equipment has been developed by using fixed optical system structure and modular design method. The design scheme of laser shock peening equipment, the characteristics of laser optical path ar-rangement and the system control method are analyzed, and the technical specifications of laser shock peening equipment are tested. When the room temperature stables at (22 ± 2) ℃ and 20 minutes after the device is switched on, the technical parameters such as the maximum output single pulse energy up to 25 J, energy instability <3%, pulse width which can be continuously adjusted between 16 ns and 20 ns, pulse width instability < (-1 ns~1 ns), beam divergence <2.5 mrad, beam points instability <50 μrad, the repetition rate of 0.5 Hz 5 Hz are achieved, the transmission efficiency of the optical system is about 92%, the thickness of the constraint layer is uniform and the flow rate is continuously controlled. The test results show that the performance of the laser shock peening equipment is good enough for industrial applications.
-
Key words:
- laser shock peening equipment /
- laser /
- control system /
- optical system
-

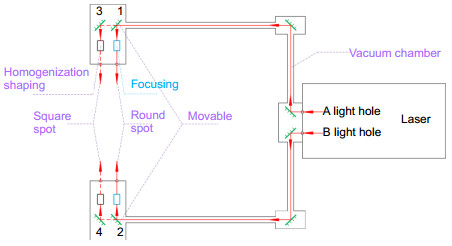
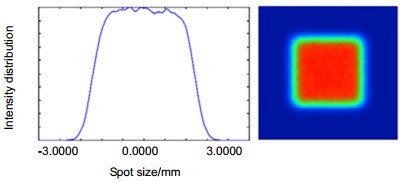
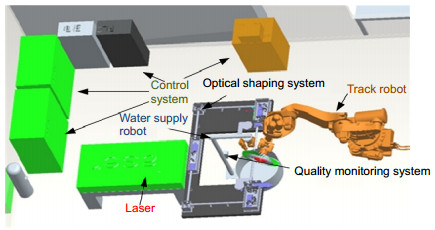
Abstract: Laser shock peening is a new type of metal surface modification technology. Compared to the traditional strengthening method, its enhancement effect and applicability are better. The applications of laser shock peening technology are closely related to the equipment development technology. At present, foreign countries have developed a series of laser shock enhancement equipments, but there is a big gap between domestic and foreign countries because of the late start and foreign related technology blockade, mainly for the performance of equipment instability, poor environmental adaptability and low degree of automation control. It is difficult to achieve industrial production applications. In view of the above problems, a fixed optical system structure and modular design method are used to develop a laser shock peening equipment. It can complete the processing of aero engine blade with once clamping, and has a high degree of automation and high precision characteristics. Laser shock peening equipment is mainly composed of the control system, high-energy pulse laser, optical shaping system, trajectory robot, water supply robot, monitoring system and other modules. Under the coordination of the control system, the laser outputs short pulse high energy, and laser beam forms a different mode of laser through the optical path shaping system. Meanwhile, the track robot and waterjet robot in accordance with the pre-programmed program movement, and equipment equipped with monitoring system can monitor the operation of each sub-module system and read the running data and fault alarm in real time, and the formation of closed-loop control system feedback control each sub-module system. When the room temperature stable at (22 ± 2) ℃ and 20 minutes after the device is switched on, the technical parameters such as the maximum output single pulse energy up to 25 J, energy instability < 3%, pulse width which can be continuously adjusted between 16 ns and 20 ns, pulse width instability within -1 ns~1 ns, beam divergence < 2.5 mrad, beam points instability <50 μrad, the repetition frequency of 0.5 Hz~5 Hz are achieved, the transmission efficiency of the optical system is about 92%, the thickness of the constraint layer is uniform and the flow rate is continuously controlled. The test results show that the performance of the laser shock peening equipment is good.
-

-
[1] 周建忠, 徐增闯, 黄舒, 等.基于不同应力比下激光喷丸强化6061-T6铝合金的疲劳裂纹扩展性能研究[J].中国激光, 2011, 38(9): 0903006. http://www.opticsjournal.net/abstract.htm?id=OJ110819000347tZw3y6
Zhou Jianzhong, Xu Zengchuang, Huang Shu, et al. Effects of different stress ratios on fatigue crack growth in laser shot peened 6061-T6 aluminum alloy[J]. Chinese Journal of Laser, 2011, 38(9): 0903006. http://www.opticsjournal.net/abstract.htm?id=OJ110819000347tZw3y6
[2] 李松夏, 乔红超, 赵吉宾, 等.激光冲击强化技术原理及研究发展[J].光电工程, 2017, 44(6):569–576. http://www.oejournal.org/J/OEE/Article/Details/A170830000044/CN
Li Songxia, Qiao Hongchao, Zhao Jibin, et al. Research and development of laser shock processing technology[J]. Opto-Electronic Engineering, 2017, 44(6): 569–576. http://www.oejournal.org/J/OEE/Article/Details/A170830000044/CN
[3] 聂贵锋, 冯爱新, 任旭东, 等.激光冲击参数对2024铝合金冲击区域的主应力及其方向的影响[J].中国激光, 2012, 39(1): 0103006. http://www.opticsjournal.net/abstract.htm?id=OJ111216000089Zw3y6B
Nie Guifeng, Feng Aixin, Ren Xudong, et al. Effect of laser shock processing parameters on residual principal stresses and its directions of 2024 aluminum alloy[J]. Chinese Journal of Laser, 2012, 39(1): 0103006. http://www.opticsjournal.net/abstract.htm?id=OJ111216000089Zw3y6B
[4] Liu K K, Hill M R. The effects of laser peening and shot peening on fretting fatigue in Ti-6Al-4V coupons[J]. Tribology Interna-tional, 2009, 42(9): 1250–1262. doi: 10.1016/j.triboint.2009.04.005
[5] 许海鹰, 邹世坤, 车志刚, 等.激光冲击次数对TC4氩弧焊焊缝微结构及性能的影响[J].中国激光, 2011, 38(3): 0303002. http://www.opticsjournal.net/Articles/Abstract?aid=OJ110224000013bIeKhN
Xu Haiying, Zou Shikun, Che Zhigang, et al. Influence of laser shock processing times on TC4 argon arc welding joint micro-structure and properties[J]. Chinese Journal of Laser, 2011, 38(3): 0303002. http://www.opticsjournal.net/Articles/Abstract?aid=OJ110224000013bIeKhN
[6] Luo Kaiyu, Lu Jinzhong, Zhang Lingfeng, et al. The microstructural mechanism for mechanical property of LY2 aluminum alloy after laser shock processing[J]. Materials & Design (1980-2015), 2010, 31(5): 2599–2603. https://www.sciencedirect.com/science/article/pii/S0261306909006451
[7] White R M. Elastic wave generation by electron bombardment or electromagnetic wave absorption [J]. Journal of Applied Physics, 1963, 34(7): 2123–2124. doi: 10.1063/1.1729762
[8] Clauer A H, Fairand B P, Wilcox B A. Pulsed laser induced deformation in an Fe-3 Wt Pct Si alloy[J]. Metallurgical Transactions A, 1977, 8(1): 119–125. doi: 10.1007/BF02677273
[9] Fairand B P, Clauer A H. Laser generation of high-amplitude stress waves in materials[J]. Journal of Applied Physics, 1979, 50(3): 1497–1502. doi: 10.1063/1.326137
[10] 乔红超, 赵吉宾.激光冲击强化在线检测系统设计及应用[J].激光与光电子学进展, 2013, 50(7): 071401. http://www.opticsjournal.net/abstract.htm?id=OJ130701000389t1w3z6
Qiao Hongchao, Zhao Jibin. Design and implementation of online laser peening detection system[J]. Laser & Optoelectronics Progress, 2013, 50(7): 071401. http://www.opticsjournal.net/abstract.htm?id=OJ130701000389t1w3z6
[11] 赵兴海, 胡建平, 高杨, 等.大芯径光纤传输兆瓦级Nd:YAG激光脉冲实验[J].中国激光, 2010, 37(8): 1934–1938. http://d.wanfangdata.com.cn/Periodical_gpxygpfx201312056.aspx
Zhao Xinghai, Hu Jianping, Gao Yang, et al. Experiment on delivery of megawatt Nd:YAG laser pulses by large-core optical fibers[J]. Chinese Journal of Lasers, 2010, 37(8): 1934–1938. http://d.wanfangdata.com.cn/Periodical_gpxygpfx201312056.aspx
[12] 周寿桓, 赵鸿, 唐小军.高平均功率全固态激光器[J].中国激光, 2009, 36(7): 1605–1618. http://www.opticsjournal.net/Articles/Abstract?aid=OJ090716000002pVsYu2
Zhou Shouhuan, Zhao Hong, Tang Xiaojun. High average power laser diode pumped solid-state laser[J]. Chinese Journal of Lasers, 2009, 36(7): 1605–1618. http://www.opticsjournal.net/Articles/Abstract?aid=OJ090716000002pVsYu2
[13] Lee S, Yun M, Cha B H, et al. Stability analysis of a di-ode-pumped, thermal birefringence-compensated two-rod Nd:YAG laser with 770-W output power[J]. Applied Optics, 2002, 41(27): 5625–5631. doi: 10.1364/AO.41.005625
[14] 乔红超, 赵吉宾, 陆莹.纳秒脉宽Nd:YAG激光冲击强化激光器的研制及分析[J].中国激光, 2013, 40(8): 0802001. http://www.opticsjournal.net/abstract.htm?id=OJ130726002622rYu2x4
Qiao Hongchao, Zhao Jibin, Lu Ying. Develop and analysis of nanosecond pulse width Nd:YAG laser for laser peening[J]. Chinese Journal of Lasers, 2013, 40(8): 0802001. http://www.opticsjournal.net/abstract.htm?id=OJ130726002622rYu2x4
[15] 张晓鹏, 费群星, 张晓兵.百纳秒脉宽Nd:YAG制孔激光器的研制[J].应用激光, 2012, 32(5): 416–419. http://www.cqvip.com/QK/90981X/201205/43830402.html
Zhang Xiaopeng, Fei Qunxing, Zhang Xiaobing. The research of hundred-nanosecond pulse width Nd:YAG laser for drilling[J]. Applied Laser, 2012, 32(5): 416–419. http://www.cqvip.com/QK/90981X/201205/43830402.html
[16] Qiao Hongchao, Zhao Jibin, Zhao Yixian, et al. Effect of laser peening on residual stress and micro-hardness of TC4 titanium alloy[J]. Advanced Materials Research, 2013, 710: 208–212. doi: 10.4028/www.scientific.net/AMR.710
-
 下载:
下载:




 点击扫一扫
点击扫一扫
图(7)
计量
- 文章访问数:
- PDF下载数:
- 施引文献: 0


